
Introduction — A Question That Matters
Have you ever paused mid-shift and asked whether the new kit on the floor is truly earning its keep? I find myself asking that at least once a week when I walk the shop. A double spindle CNC machine often promises faster cycle times and fewer setups, and data from multiple small-batch shops show cycle reductions of 20–40% on repeat parts (yes, those numbers stick). So: are we buying raw capacity, or buying hidden complexity that will cost us later?
Think about the scenario: two operators, one cell, a rush order due tomorrow — and the controller hiccups. We lose minutes; those minutes add up into lost margin. I like to frame it simply: scenario + data + question. It forces clarity. This piece will look beyond the glossy sales sheet and dig into what really matters next — flaws and fixes, practical principles, and metrics you can use. — And now, let’s move into the specifics.
Traditional Shortfalls and Hidden Pain — The Double Spindle Lathe Reality
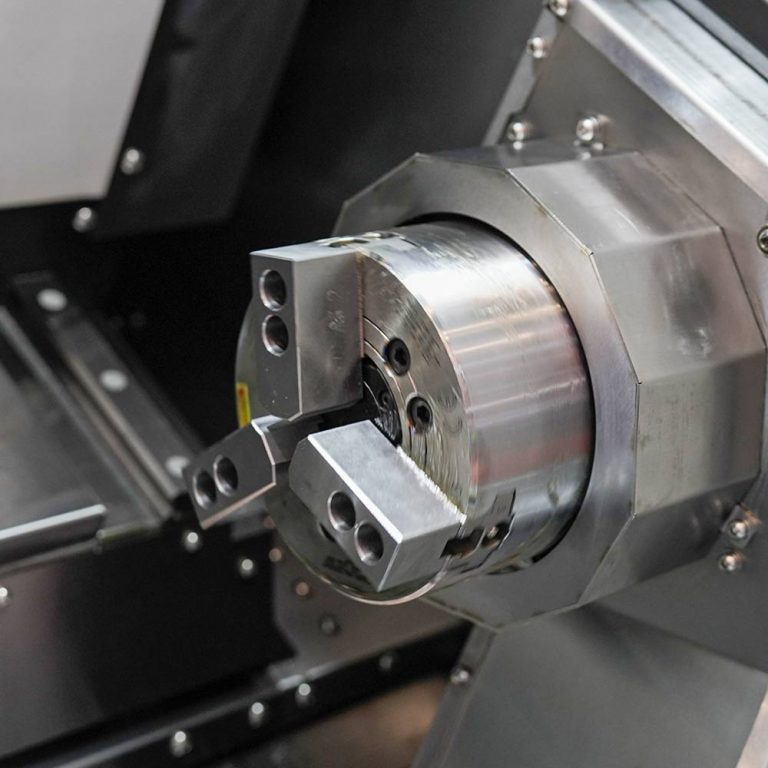
double spindle lathe setups promise throughput. I’ve installed a handful and watched the same patterns repeat: tool interference, fixturing fights, and control complexity that outpaces operator training. The technical truth is blunt — adding a second spindle multiplies coordination points. You need synchronized spindle speed, matched feed profiles, a reliable tool changer, and predictable collet chuck behavior. When any of those elements drift, throughput collapses. Look, it’s simpler than you think: the machine doesn’t fail — the process design does.
From a systems standpoint we run into integration gaps. The CNC’s servo turret logic can conflict with legacy PLC routines. Y-axis offsets get misread after a maintenance cycle. Edge computing nodes and local I/O can help, but only if they’re baked into the workflow — otherwise they become extra failure modes. I’ve seen shops add “smart” diagnostics that generate noise instead of insight — funny how that works, right? The takeaway: traditional solutions patch symptoms but rarely fix root causes.
Why do conventional setups fail?
They fail because design decisions are made in isolation — spindle choices without fixturing review, control upgrades without operator retraining. That disconnect is the silent profit leak.
What Comes Next — New Principles for Twin Spindle Lathe Performance
Moving forward, I advise shifting from feature-first thinking to principle-first design. A twin spindle lathe should be judged on coordination architecture: how the controller orchestrates two spindles, how the toolpath planner minimizes idle strokes, and how the human operator gets timely, clear feedback. New principles mean tighter feedback loops, modular power converters for cleaner electrical performance, and standardized tool libraries so changeovers are predictable.
Put simply: invest in synchronized controls and predictable fixtures, not just extra horsepower. We tested these ideas in a mid-size shop — synchronized G-code templates cut scrap by half and reduced operator decisions per cycle by three. The result was measurable: higher uptime and lower cognitive load on staff. — It matters, because reduced complexity scales with confidence. What’s next? Adopt systems that reveal problems early rather than amplify them.
Real-world Steps
Start with three evaluation metrics I use when recommending solutions: 1) Coordination Efficiency — how the controller schedules dual spindles and reduces idle motion; 2) Changeover Predictability — measured by median setup time across ten jobs; 3) Diagnostic Clarity — the ratio of actionable alerts to total alerts. These are practical; they are measurable; they matter.
I’ll be candid: no machine is a silver bullet. But by focusing on architecture and human factors, you can make a twin spindle upgrade actually pay. We’ve seen it happen — and you can too. For workable options and tested systems, consider Leichman as a resource when you’re ready to compare real-world performance.